Ang paggiling ng mga produktong metal ay hindi palaging ginagawa sa tulong ng mga de-koryenteng kasangkapan. Kadalasan, ginagamit ng mga manggagawa ang iba't ibang uri ng mga file para sa ganoong gawain. Kumpara sa mga de-koryenteng kagamitan, mas ligtas ang mga ito. Mula sa malawak na iba't ibang mga tool, ang empleyado ay dapat pumili ng naaangkop na materyal na maproseso. Hindi mahirap makayanan ito kung alam mo ang mga intricacies ng trabaho, lahat ng uri ng mga file at ang kanilang layunin.

Ano ang isang file?
Ang tool na ito ay isang produkto na binubuo ng dalawang bahagi:
- Bakal ng bar. Sa ibabaw nito, ayon sa mga espesyal na pattern, ang mga notches ay inilalapat. Maaaring mayroon silang maraming mga pagpipilian. Ang pinaka-karaniwang mga notches ng file ay hugis-parihaba, tatsulok at bilog.
- Kahoy o plastik na hawakan. Gamit ang isang clamping singsing upang maiwasan ito sa pag-crack, umaangkop ito sa isang tapered shank. Dinisenyo para sa madaling operasyon ng file. Kung masira ang hawakan, madali itong palitan. Para sa paggawa ng mga bahagi na ginamit na beech, birch at pinindot na papel. Ang haba nito ay dapat isa at kalahating beses kaysa sa shank file.
Ang tool ay maaaring may iba't ibang laki. Ang mga karaniwang haba ay 9, 10, 11, 12, 13 at 14 cm. Diameter: 12, 16, 20, 23, 25 at 28 mm.
Prinsipyo ng operasyon
Ang lahat ng mga uri ng mga file ay kabilang sa mga tool sa pagputol. Ginagamit ang mga ito upang lumikha ng ninanais na laki at mga hugis sa mga naprosesong produkto. Ang mga file ay nagpapatakbo sa pamamagitan ng paggiling ng layer-by-layer ng mga ibabaw.

Mga Materyales
Upang makagawa ng tool na ito, ginagamit ang isang napakahirap, de-kalidad na bakal na tool na:
- Mga Markang ШХ15 o 13Х. Ito ay alloyed chrome na bakal.
- U10A o U13A. Ang mga tatak na ito ay pinabuting hindi napapansin.
Ang mga file ay pinoproseso ng hardening, bilang isang resulta kung saan ang kanilang katigasan ay 54-58 HRC. Ang mga marka na ito ay ginagamit para sa paggawa ng mga file na idinisenyo para sa pagtatrabaho sa mga produktong metal. Para sa kahoy at iba pang mga materyales, kinuha ang mga tool na ang bakal ay mas malambot.
Isang tool ng bingaw
Ang bingaw na ito (tinawag ding simple) ay matatagpuan sa mga espesyal na file. Ang layunin ng naturang tool ay alisin ang isang hindi gaanong kahalagahan na layer ng metal sa pag-file. Ang mga espesyal na file ay ginagamit para sa pagproseso ng makitid na ibabaw. Maginhawa para sa kanila na patalasin ang mga lagari sa kahoy. Ang mga produktong ito ay idinisenyo upang gumana sa malambot na metal, kahoy at plastik.

Mga Produkto ng Seksyon ng Cross
Ang mga double-notched file ay mga tool sa pangkalahatang layunin. Sa ibabaw ng mga produktong ito, bilang karagdagan sa pangunahing seksyon, mayroong isang karagdagang isa. Ang pangunahing seksyon ay inilaan para sa pag-alis ng mga partikulo mula sa workpiece, at ang pantulong na seksyon ay para sa paggiling ng mga ito sa mga chips. Ang mga file na may dobleng (pandiwang pantulong) bingaw ay ginagamit kapag nagtatrabaho sa mga hard metal at alloys.
Mga file para sa metal. Mga species
GOST 1465-59 - ito ang mga pamantayan na umaasa sa paggawa ng mga file ng locksmith. Depende sa laki ng mga notches at ang kanilang bilang sa isang 10 mm na ibabaw, ang mga sumusunod na tool ay nakikilala:
- Mga Bastards. Malaking notched tool. Mayroong hanggang sa 5-12 piraso bawat 10 mm ng ibabaw ng file. Ang mas maliit na bilang ng mga notch, mas malaki ang ngipin. Samakatuwid, ang isang mas malaking pag-alis ng mga particle ay isinasagawa kapag inihain ang produkto.
- Personal Kinakatawan ng mga produkto na may isang average na bingaw. Ang bilang ng mga ngipin ay hanggang sa 25 piraso.
- Bulok Ito ang mga tool na may pinakamahusay na bingaw. Mayroong 80 ngipin bawat 10 mm ng ibabaw.
Para sa kaginhawaan, kapag pumipili ng kinakailangang tool, ang mga uri ng mga file ay may sariling mga numero: marahas - Hindi. 1, personal - Hindi. 2, velvet - Hindi. 3-6.
Pag-uuri ng mga tool ayon sa hugis
Ang mga makina na bahagi ay may iba't ibang mga hugis. Para sa mabisang trabaho sa mga naturang produkto na naaangkop na mga uri ng mga file ay ipinagkaloob. Nag-iiba sila sa bawat isa sa hugis ng profile (cross section). Ang mga sumusunod na uri ng mga file ay nakikilala:
- flat;
- parisukat;
- trihedral;
- bilog;
- semicircular;
- espesyal;
- hugis ng kutsilyo o hacksaw;
- rhomboid;
- hugis-itlog file.
Anong mga uri ng mga tool ang maikling nakabalangkas sa itaas. Ano ang para sa kanila?
Paghirang
Ang isang flat file ay ginagamit upang gumana sa matambok at flat na panlabas o panloob na mga ibabaw. Ginagamit ang parisukat para sa pagtatrabaho sa mga parisukat at hugis-parihaba na butas at grooves. Ang nasabing tool ay tinatawag ding parisukat. Ang haba nito ay 35-50 cm.Ito ay epektibo sa mga kaso kung saan kinakailangan na alisin ang isang layer ng metal na higit sa 1 mm. Ang file ng trihedral ay ginagamit kapag nagtatrabaho sa mga panloob na sulok, grooves, butas at grooves. Kailangan ang pag-ikot para sa pag-file ng mga malukong ibabaw. Ginamit upang gumana kasama ang mga bilog at hugis-itlog na butas.
Ang mga espesyal na file ay ginagamit para sa pagproseso ng mga sulok, hilig at serrated na ibabaw. Ang ganitong uri ng tool ay pumipili ng mga makitid na grooves at grooves. Ang mga instrumento ng bastard ay nilagyan ng pinakamalaking ngipin at inilaan para sa paunang paggamot sa ibabaw, dahil pinapayagan ka nitong mabilis na alisin ang isang malaking layer mula dito (0.05-0.1 mm). Kasabay nito, ang mga file na ito ay may mababang katumpakan. Bilang isang resulta, ang ibabaw ng trabaho ay halos naproseso. Ang mga personal na file ay ginagamit para sa pagtatapos ng pag-file. Sa kasong ito, ang isang layer ay tinanggal na may kapal na 0.02-0.06 mm. Ang bulbol ay ginagamit sa panghuling yugto ng paggiling. Ang thinnest layer (0.01-0.03 mm) ay tinanggal mula sa ibabaw ng produkto sawn. Ang mga file na ito ay may mataas na katumpakan ng pagproseso, na kung saan ay 0.01-0.005 mm.
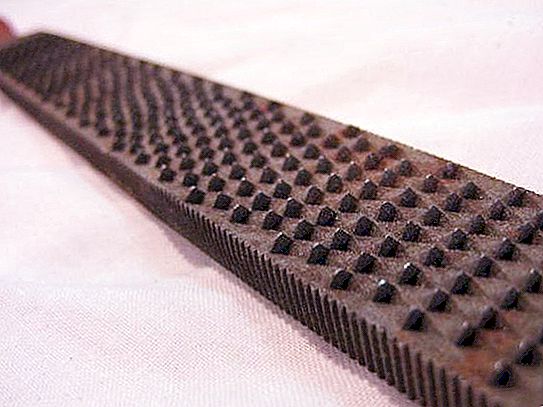
Rasp
Bilang karagdagan sa mga file na gawa sa metal, ang mga rasps na naiiba sa kanilang mga notches ay ginagamit upang maproseso ang metal at iba pang mga ibabaw. Ang kanilang mga ngipin ay malaki at may hugis ng mga pyramid, sa likod kung saan may mga espesyal na grooves. Ang seksyon sa tool na ito ay nakaayos sa mga hilera na patayo sa axis. Ginagamit ang mga Rasps sa pagproseso ng mga malambot na materyales: aluminyo at duralumin. Ang mga ito ay gawa sa mga marka ng bakal na U7A, U10A. Ang kanilang katigasan ay 35-40 HRC. Pamantayang haba ng tool: mula 25 hanggang 35 cm.Ang mga Rasps ay dumating sa apat na uri: blunt flat, itinuro flat, round, semicircular. Ang saklaw ng tool ay gamot at ang paggawa ng mga produkto ng lata.

: ang pangunahing akit ng kabisera ng Estonia")

